页面版权 © 2017 网站建设:中企动力 济南 鲁ICP备17043562号-1



铅锭码垛生产线方案
作者:
来源:
发布时间:
2018/02/05
【摘要】:
应客户要求,需对客户工厂车间进行改进升级。具体如下:
1、提升公司自动化程度,加快生产效率 ;
2、削减冗余人员,增加公司收益;
3、降低劳动风险,最大程度为安全生产提供了保障。
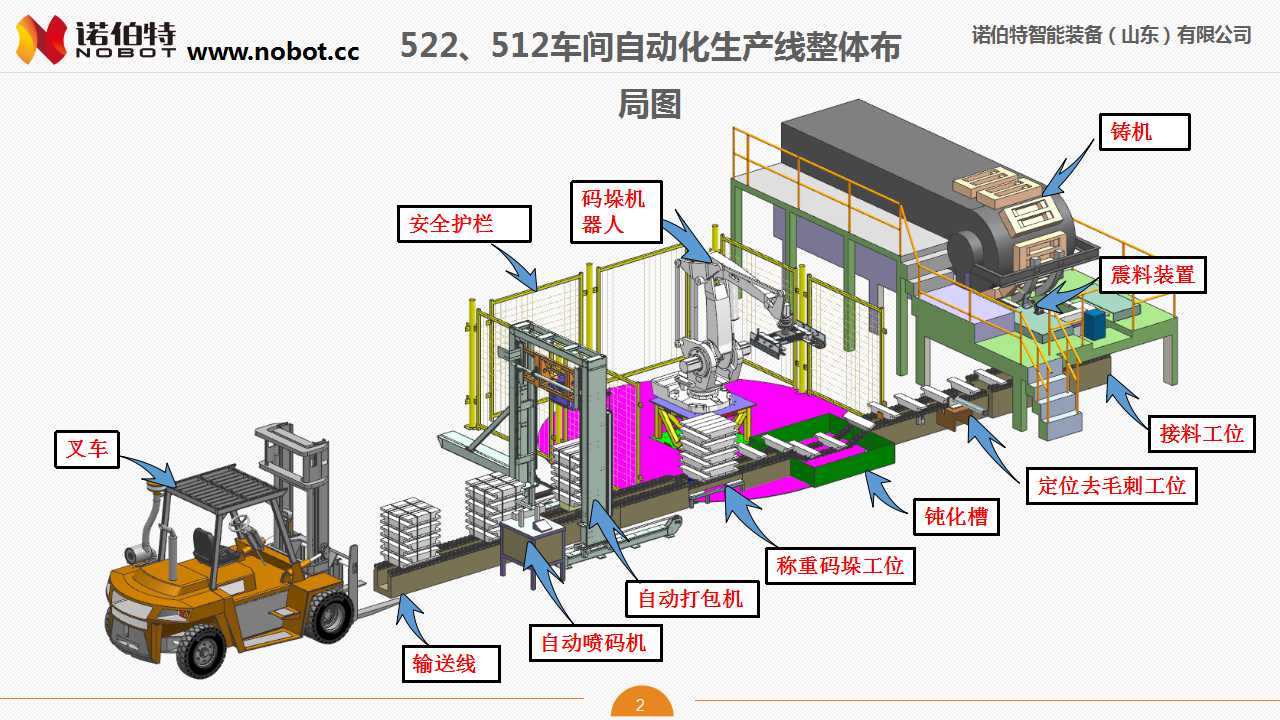
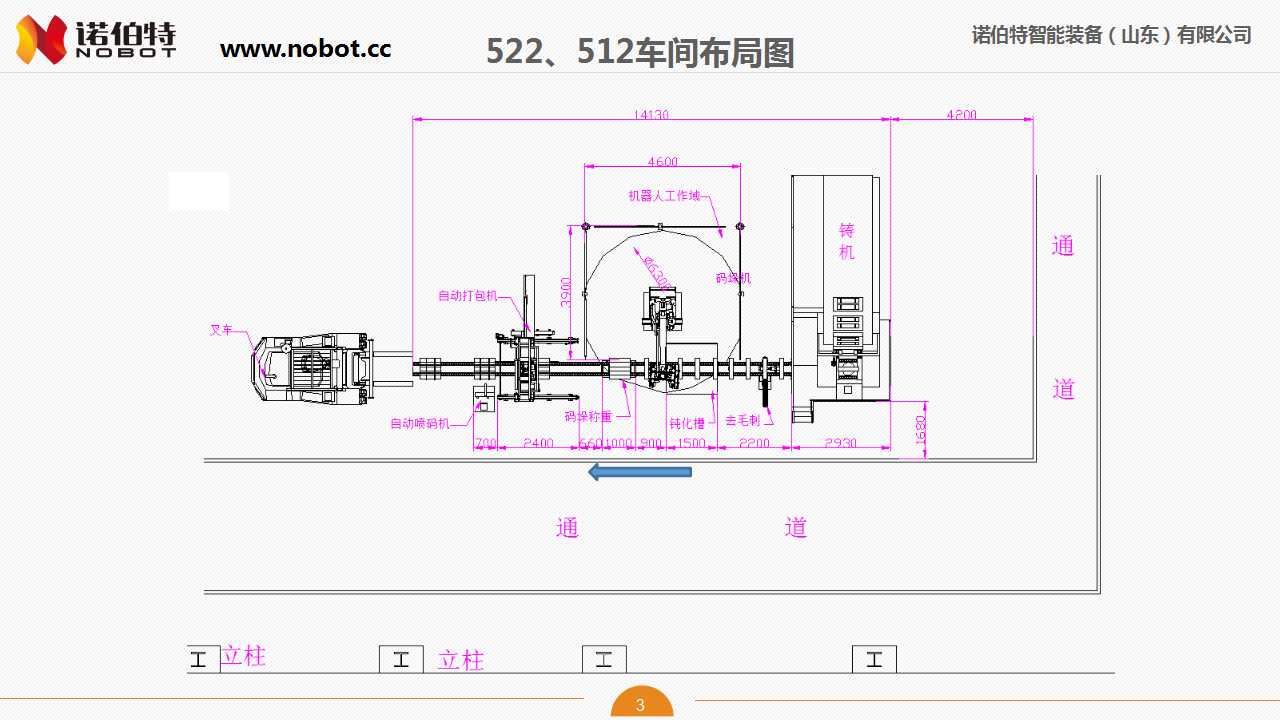
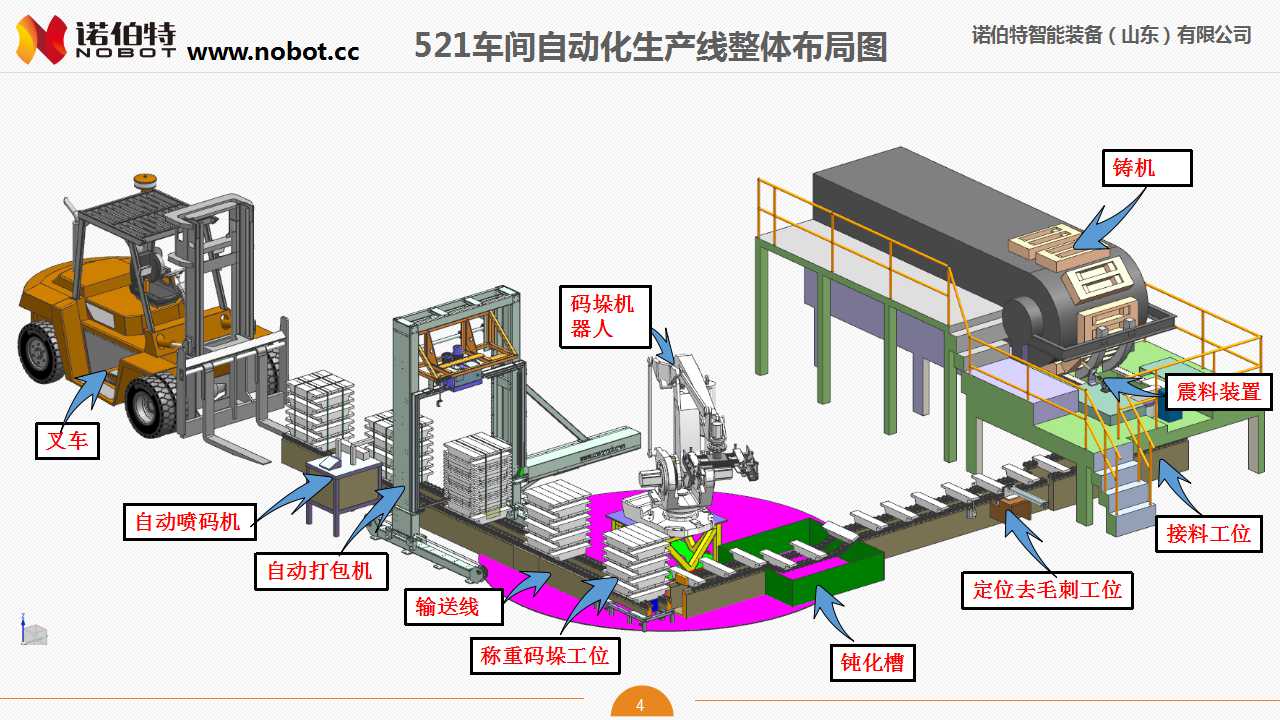
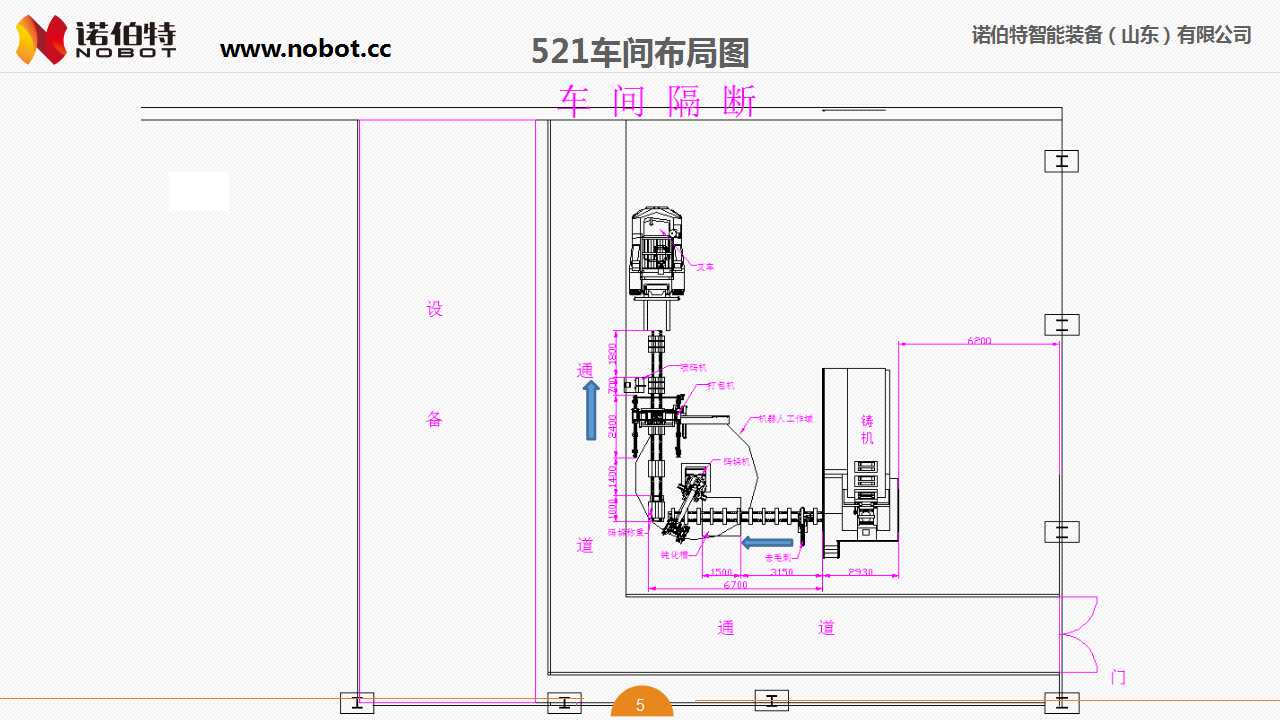
方案流程:
1.产品由铸机经过震料装置,实现完全脱模;
2.脱模后经过接料装置,放在输送链条线上;
3. 输送线运送工件至去毛刺工位,由去毛刺装置进行定位、去毛刺,动力为油缸驱动。
4.去毛刺后,由输送线继续运行,带动工件经过钝化槽蘸水,输送至抓取工位;
5.机械手抓取工件,进行码垛,完成一个跺堆后,称重系统输出数据至喷码机,升降输送线升起,跺堆向前运行,同时温度探头对跺堆进行温度检测,保证跺堆在打包时温度已降至80℃以下;
6.跺堆运行至打包工位后,由顶升装置把跺堆顶起,旋转,自动打包机进行打包;
7.打包完成后,进入喷码工序,喷码机按接收的重量进行喷码;
8.喷码后流入暂存工位,等待叉车运走;
9.循环运行。
ABB IRB460-110机器人参数
机器人特性:速度快,节拍时间短;寿命长,维修时间短;精确度高,负载能力大。


适用于抓取不同尺寸的方形工件,根据实际情况进行调整,与机器人完美结合完成工件的抓取
震料装置:
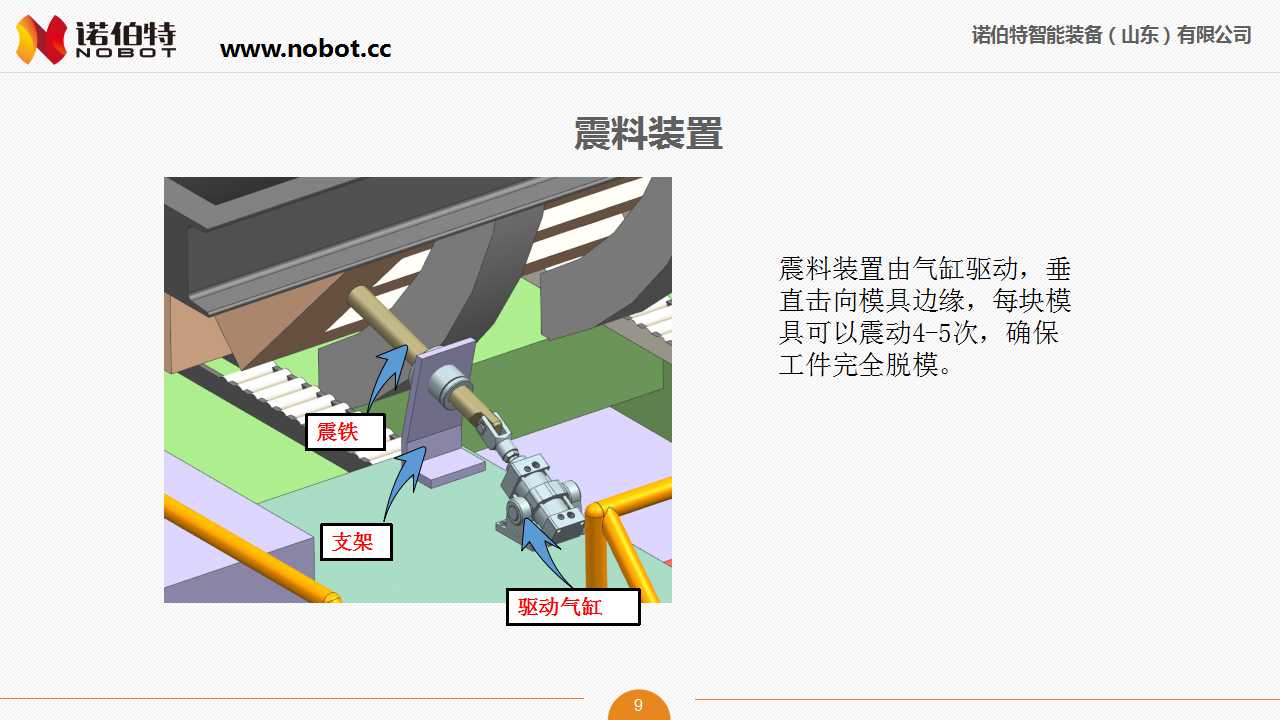
震料装置由气缸驱动,垂直击向模具边缘,每块模具可以震动4-5次,确保工件完全脱模。
接料装置:

接料装置在原来接料方式上进行更改,由原来一次接五个工件,改为接一个工件,其余不变。
去毛刺装置:
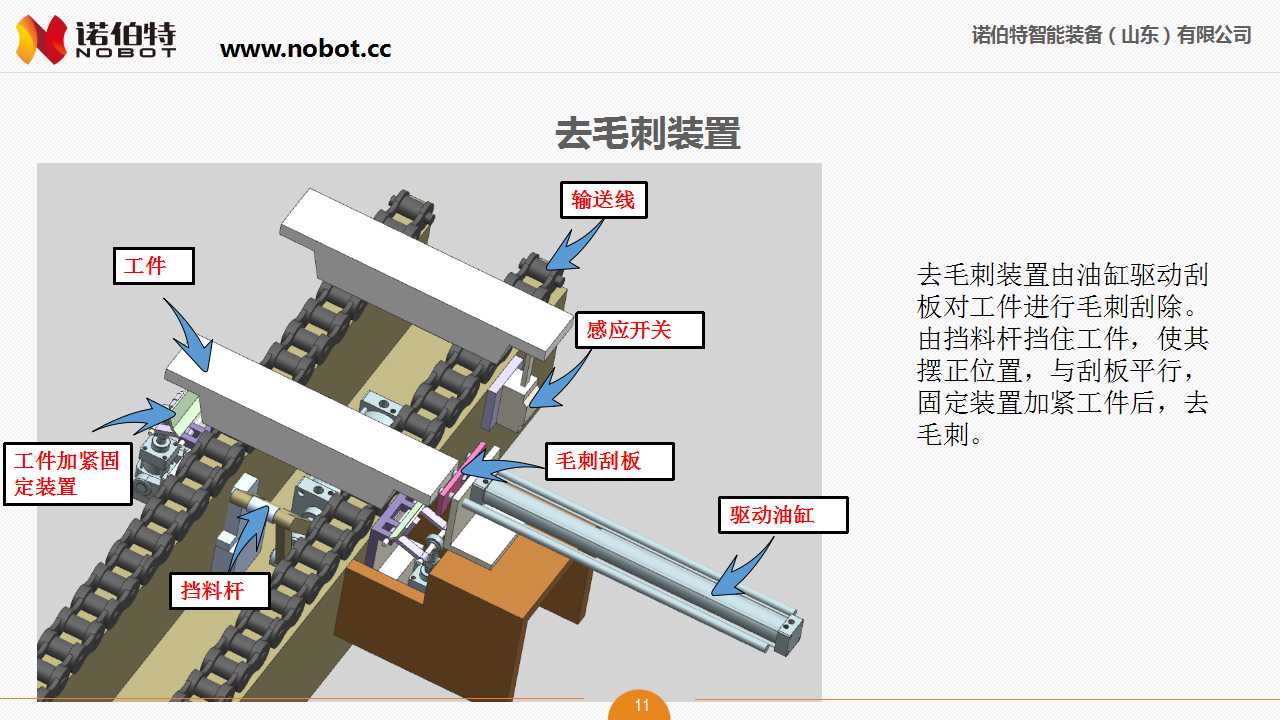
去毛刺装置由油缸驱动刮板对工件进行毛刺刮除。由挡料杆挡住工件,使其摆正位置,与刮板平行,固定装置加紧工件后,去毛刺。
称重码垛区:

码垛机把蘸水后的工件摆放在称重装置上,完成一个跺堆后,称重装置读取数据,传送至控制器,升降输送线升起,把跺堆运送至下一工位。
自动打包机:
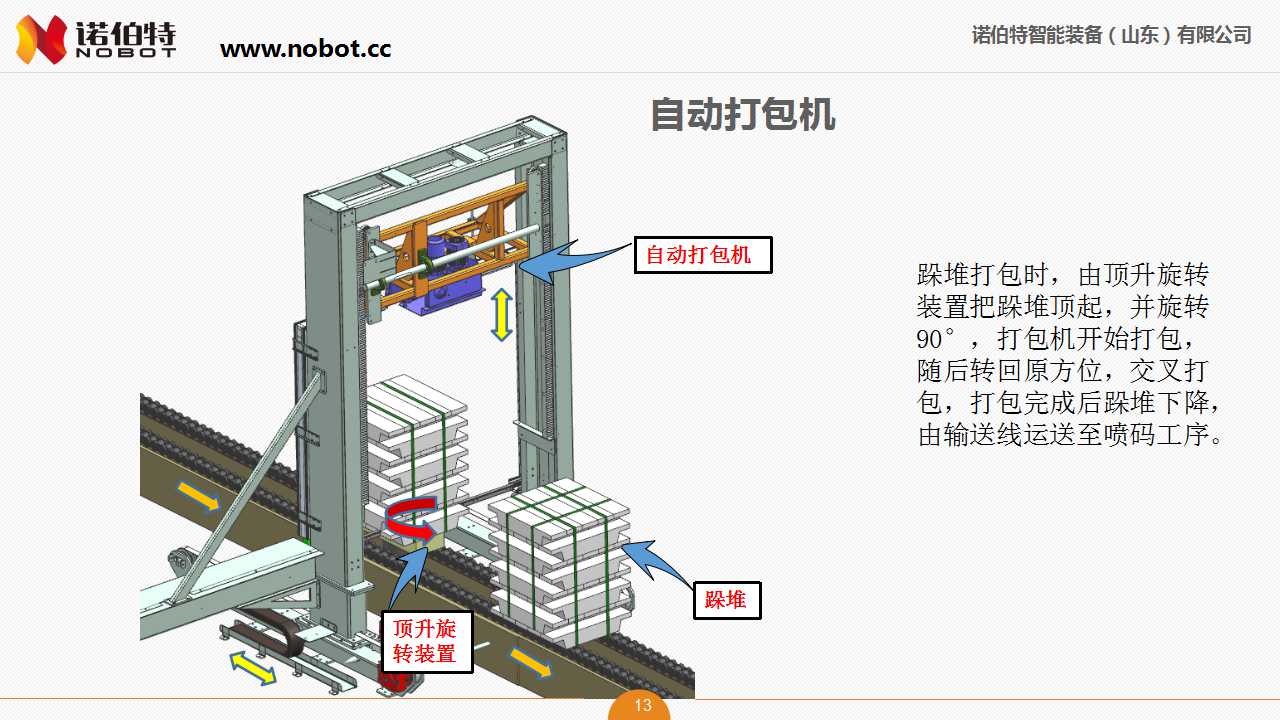
跺堆打包时,由顶升旋转装置把跺堆顶起,并旋转90°,打包机开始打包,随后转回原方位,交叉打包,打包完成后跺堆下降,由输送线运送至喷码工序。

生产效率说明
1.方案中蘸水方式采用通过式蘸水,替代原本机器人抓取蘸水,节约抓取时间,提高效率。
2.按客户要求每小时25吨计算,单件生产节拍为7.3s/件。
3.去毛刺采用油缸驱动,去除一个工件的毛刺约需要6S,因和接件同时运行,所用时间小于7.3s即可。
4.机器人采用ABB高速码垛机,可以满足生产节拍的需要。